
Mobile phone:13905110028
phone:0515-85315666
mailbox:hualiang@hualiang.com.cn
Web address:www.hualiang.com.cn

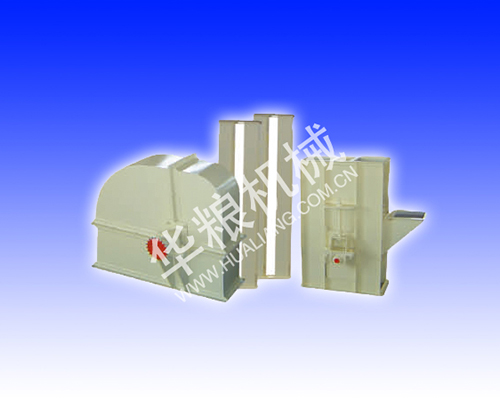
的主要参数:一般情况下,根据物料转移变压器运输系统的要求,物料装卸现场各种条件的相关生产工艺和材料特性确定主要参数。输送能力:输送机的输送能力是指每单位时间输送的物料量。运输散装变压器材料时,按每小时运输物料的质量或体积计算;在运输一件货物时,它被计算为每小时交付的件数。输送速度:提高输送速度可以提高输送能力。当传送带用作牵引构件并且传送长度大时,传送速度增加。但是,高速皮带输送机应注意振动、噪音并启动、制动。对于具有链条作为牵引构件的输送机,输送速度不应太大而不能防止动态载荷的增加过程操作的输送速度应根据生产过程的要求确定。组件尺寸:传送带组件尺寸包括传送带宽度、板条宽度、料斗容积、管道直径和容器尺寸。功能:方向可变,输送方向可灵活变化,最大可达180度。

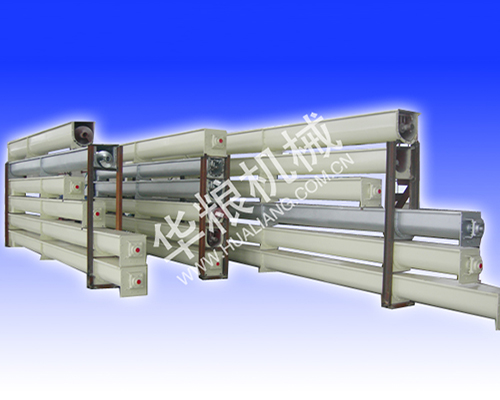
是输送粉状、小颗粒状及小块状等散状物料的连续输送设备,在密闭管道内,以链片为传动构件带动物料沿管道运动。当水平输送时,物料颗粒受到链片在运动方向的推力。当料层间的内摩擦力大于物料与管壁的外摩擦力时,物料就随链片向前运动,形成稳定的料流;当垂直输送时,管内物料颗粒受链片向上推力,因为下部给料阻止上部物料下滑,产生了横向侧压力,所以增强了物料的内摩擦力,当物料间的内摩擦力大于物料与管内壁外摩擦力及物料自重时,物料就随链片向上输送,形成连续料流。系统的优势1、结构紧凑,占用空间小,可以三维改变输送方向。2、全封闭式输送,无粉尘溢漏,出口不必设置除尘器。在输送物料时可充装气体。3、物料沿着管子平滑输送,物料破损少,缓慢的弯道输送使很少的物料颗粒产生碎屑。
日常保养及维护:刮板输送机是靠链传动运输物料的,在使用中,操作及检修人员除了注意轴承温度、按规定要求润滑外,还必须做好以下工作。定期调紧刮板链的松紧程度,并使两链条松紧程度一致。一般每半月检查一次,特别在使用的前半个月应每天栓查刮板链的松紧程度,以刮板链与链齿能正常啮合无跳动为准,并随时予以调整。调整刮板链通过调整拉紧丝杆进行,如拉紧丝杆行程不够时,应更换刮板链。介绍每班应逐一检查连接环与刮板的固定情况。如出现连接螺栓松脱力和刮板掉落时,立即停机处理。当两侧的刮板链磨损不一致而造成刮板倾斜运行时,链环磨损超过原直径的25%时应更换。经常检查头轮和尾轮的运行情况。当头轮齿牙及尾轮链槽轨面磨 损超过原直径的1/4时,就予以更换。
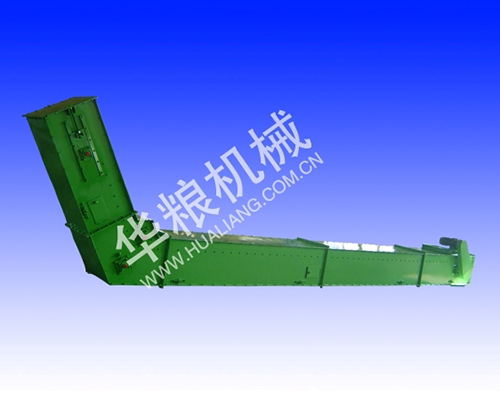
根据滑槽的布局和结构,可以分为并排型和重叠型。根据链的数量和排列,可分为单链型、双链型、双中心链型和三链型。在实际应用中,可用于水平和倾斜运输。倾斜运输时,煤层倾角不应超过25°。向下倾斜运输时,倾斜角度不应超过20°。如果煤层倾角太大,应配合使用。安装防滑装置。灵活的刮板输送机甚至可以水平和垂直弯曲2°-4°。刮板输送机不仅实用,而且还具有许多其他优点:1、刮板输送机结构坚固,可承受煤的重量、蛭石。在运输过程中它还可以承受、和、砸、的外力。2、刮板输送机适应性强,可适应采煤工作面、底面不平整,也可承受垂直和水平方向的轻微弯曲。3、刮板输送机结构简单,尺寸短,易于安装,不占用太多空间。它可以在输送机的运输长度上的任何位置进给和卸载。

出厂总装时,中间节按长度长短依次排列,长的中间节靠近头节,相同长度的中间节则挨在一起。在螺旋输送机头节内装有支推轴承承受轴向力,在中间节和尾节内装有用轴承支承螺旋轴,在螺旋输送机尾节内还装有可轴向移动的径向轴承以补偿螺旋轴长度的误差和适应温度的变化。在调试使用时应达到以下要求:管式螺旋输送机中心线与螺旋轴应保持良好的同轴度。螺旋管各节间连接处应紧密,不能出现错位现象。节与节间、顶盖与料槽间可加垫片,还可调节料槽的长度误差。螺旋轴与螺旋管周围的间隙应相等。驱动装置轴与螺旋轴应保持良好的同轴度。调整时可借助垫片调节驱动装置的高度。确保水平放置,或者倾斜放置时固定稳当,然后开机实验,看输送机是否有晃动的情况出现。中间悬挂轴承应可靠而恰当地支承连接轴,以免螺旋轴产生径向变形。
青海钢丝绳管链输送机运行过程中,可能会受到外部因素的干扰,因此我们必须始终注意刮板输送机的有效运行。为了实现这一目标,刮板输送机需要采取哪些有效措施?1、必须保持刮板输送机在正常和直线条件下运行。专业钢丝绳管链输送机允许在水平和垂直方向上进行一定的弯曲。这是为了适应工作面和道路运输。这并不意味着身体的上下水平弯曲是合理的。一旦刮板输送机变得“尖锐”,滑槽接头的弯曲角度就太大,导致滑槽接头过载和损坏。滑槽连接器损坏并丢失后,滑槽接头失去控制。当弯曲过程中滑槽接头之间存在间隙时,煤粉会泄漏到槽内,这会增加运行阻力或导致堵塞事故。如果刮板输送机不平放,则刮板与滑槽的接头磨损在滑槽接头处加剧,增加了行走阻力,缩短了使用寿命,甚至影响了其他辅助设备的工作。2、有必要改善刮板输送机的有效运行时间。在一定负荷的条件下,设备运行利用率越高,运输量越大,刮板输送机的性能越好。

phone:0515--85315666 85314485 85315655
Fax:0515-85314485
Mobile phone:13905110028 (微信)
Q Q : 2851780199
Mail :hualiang@hualiang.com.cn






