
Mobile phone:13905110028
phone:0515-85315666
mailbox:hualiang@hualiang.com.cn
Web address:www.hualiang.com.cn

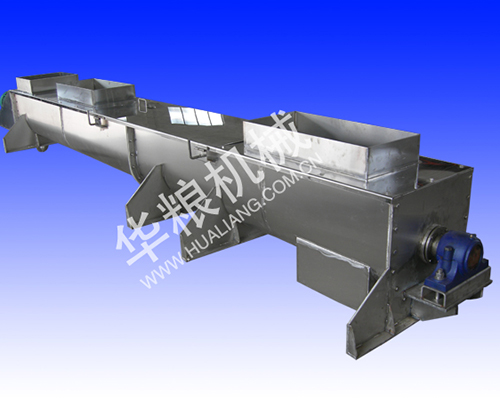
的中间槽尽可能地铸造,使得中间槽的中间板可以沿刮刀的运行方向移动;并且波浪图案的总数有助于减少刮刀和刮板输送机的中间。板的接触面积显着降低了刮板的摩擦阻力并延长了其使用寿命。但是,当需要整体铸造刮板输送机的中间槽时,尽量使整个高强度的、高耐磨相同的材料。的中间部分可以完全克服中间槽中间板为、的问题。焊接、有什么好处?开裂的问题也避免了另一个中间焊接槽的凹槽易于磨损并且中间板的耐磨性相对较差的情况。由于控制磨损量,这意味着刮刀输送机在使用过程中基本上不需要修理刮刀,这提高了生产效率。实践证明,在相同的使用条件下,整个铸造高强度,高磨损,无焊接的中间槽的使用寿命是焊接中间槽的两倍以上,且比例为材料非常明显。
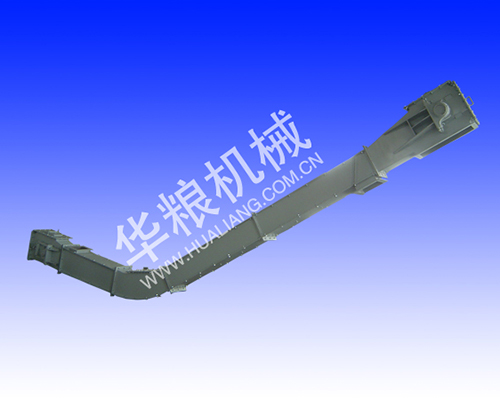
广西皮带斗式提升机运行过程中,可能会受到外部因素的干扰,因此我们必须始终注意刮板输送机的有效运行。为了实现这一目标,刮板输送机需要采取哪些有效措施?1、必须保持刮板输送机在正常和直线条件下运行。专业皮带斗式提升机允许在水平和垂直方向上进行一定的弯曲。这是为了适应工作面和道路运输。这并不意味着身体的上下水平弯曲是合理的。一旦刮板输送机变得“尖锐”,滑槽接头的弯曲角度就太大,导致滑槽接头过载和损坏。滑槽连接器损坏并丢失后,滑槽接头失去控制。当弯曲过程中滑槽接头之间存在间隙时,煤粉会泄漏到槽内,这会增加运行阻力或导致堵塞事故。如果刮板输送机不平放,则刮板与滑槽的接头磨损在滑槽接头处加剧,增加了行走阻力,缩短了使用寿命,甚至影响了其他辅助设备的工作。2、有必要改善刮板输送机的有效运行时间。在一定负荷的条件下,设备运行利用率越高,运输量越大,刮板输送机的性能越好。

的主要参数:一般情况下,根据物料转移变压器运输系统的要求,物料装卸现场各种条件的相关生产工艺和材料特性确定主要参数。输送能力:输送机的输送能力是指每单位时间输送的物料量。运输散装变压器材料时,按每小时运输物料的质量或体积计算;在运输一件货物时,它被计算为每小时交付的件数。输送速度:提高输送速度可以提高输送能力。当传送带用作牵引构件并且传送长度大时,传送速度增加。但是,高速皮带输送机应注意振动、噪音并启动、制动。对于具有链条作为牵引构件的输送机,输送速度不应太大而不能防止动态载荷的增加过程操作的输送速度应根据生产过程的要求确定。组件尺寸:传送带组件尺寸包括传送带宽度、板条宽度、料斗容积、管道直径和容器尺寸。功能:方向可变,输送方向可灵活变化,最大可达180度。
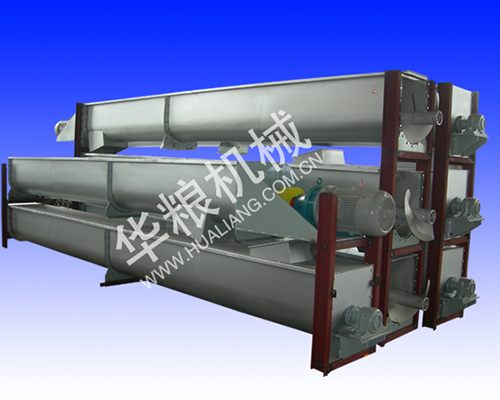
吊挂轴承装置,安装在两螺旋轴之间的连接轴上,包括轴承座,所述轴承座外安装有固定在输送机机筒上的吊座,轴承座内安装有轴承座内且位于所述轴承的两端安装有油封,轴承座内的轴承两侧安装有轴承压盖,安装位置设有连通所述轴承座内外的润滑孔上安装有润滑油加注装置。密封性好,在将吊挂轴承装置装入螺旋输送机完毕后,需通过黄油加注嘴和加油管将黄油注,入轴承和吊挂套之间,吊挂装置加油的目的是起润滑作用,可有效避免中间轴上的轴承与吊挂套的干磨,延长吊挂套和轴承的使用寿命。吊轴承装置,其特征是:轴承座装在由左半壳和右半壳组成的壳体内,其联接表面是球形表面,组成万向活动关节。轴承座两端装有密封端盖密封端盖内装有毡圈和迷言,密封端盖外端有迷宫环,两者之间制有两排相配合的齿槽形成迷官密封。

在螺旋体运动阻力小,承载容大,可以处理相当混杂的物料,如容易纠缠到一起或者颗粒、形状各异的物料。直接用较厚的螺带状叶片拼接焊成圆柱状螺旋体,螺旋体在机构材料、厚度的加工的工艺上面保证了其强大的耐磨性能和耐用性。螺旋体的两端或者是一侧或有短轴与驱动机构连接,驱动机构带动螺旋体转动,螺旋体与机壳底部的衬板接触。输送星大。输送量是相同直径的传统有轴螺旋输送机的1.5倍。的优点在于,由于转弯输送机的中间没有轴承,防止物料在输送的过程中因堵塞而产生的故障。而且,由于它的组成部件相对较少,所以日常的维护显相对也要小很多,便于维护。另外-点就是它的环保性好。采用全封闭输送和易清洗的螺旋表面,可保环境卫生,输送物料不外泄,不受到污染。
根据滑槽的布局和结构,可以分为并排型和重叠型。根据链的数量和排列,可分为单链型、双链型、双中心链型和三链型。在实际应用中,可用于水平和倾斜运输。倾斜运输时,煤层倾角不应超过25°。向下倾斜运输时,倾斜角度不应超过20°。如果煤层倾角太大,应配合使用。安装防滑装置。灵活的刮板输送机甚至可以水平和垂直弯曲2°-4°。刮板输送机不仅实用,而且还具有许多其他优点:1、刮板输送机结构坚固,可承受煤的重量、蛭石。在运输过程中它还可以承受、和、砸、的外力。2、刮板输送机适应性强,可适应采煤工作面、底面不平整,也可承受垂直和水平方向的轻微弯曲。3、刮板输送机结构简单,尺寸短,易于安装,不占用太多空间。它可以在输送机的运输长度上的任何位置进给和卸载。

phone:0515--85315666 85314485 85315655
Fax:0515-85314485
Mobile phone:13905110028 (微信)
Q Q : 2851780199
Mail :hualiang@hualiang.com.cn






